Capabilities
Ultrasonic welding
We can help you with your next product development process, using ultrasonic welding to connect parts with no adhesives or connecting parts
Ultrasonic welding image gallery




We can help you with your next product development process, using ultrasonic welding to connect parts with no adhesives or connecting parts
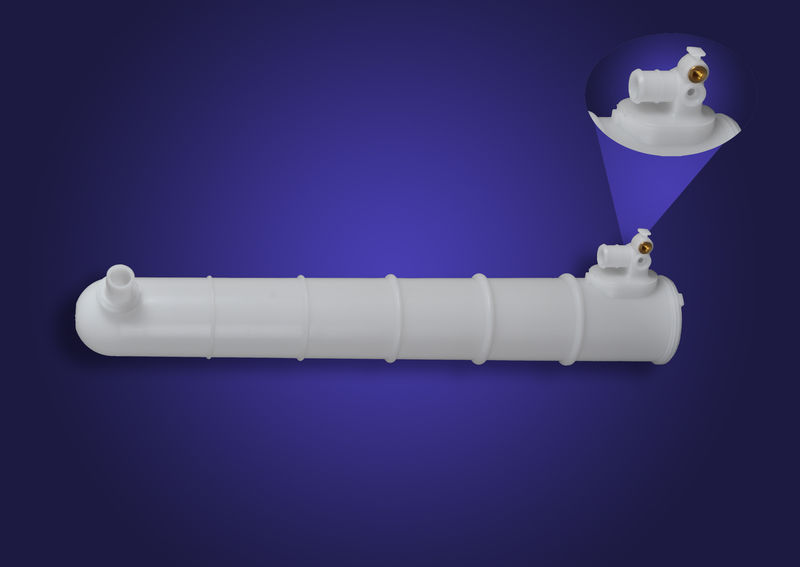
Ultrasonic welding is the process by which two pieces of plastic are joined together through the use of high-frequency acoustic vibrations. During the process, one half of the component is placed on a fixed anvil and the second half is placed on top. An extension, connected to the transducer on the welding machine, called a 'horn', is then lowered down on top of the two components.
Once the horn is in place, a rapid, low-amplitude acoustic vibration is applied to the moulding in a small welding zone. This vibration causes the acoustic energy to be converted into heat energy and the two components are welded together in a short space of time (typically less than one second).
Parts that will be ultrasonically welded together are designed with very small amounts of extra material on the join line on one half, with a slight recess in the second half. This means that when the parts are welded together there is sufficient material for the parts to fuse together with a strong joint. The process also means that no additional adhesives or connective parts are needed to create the joint, saving money and making the process quicker to carry out.
The welding information, such as time and frequency, is programmed into the welding machine so that each process carried out is controlled by computer to make sure they are all the same. All an operator needs to do is place parts on the anvil and push a button. The rest of the operation is carried out automatically and the operator simply needs to remove the welded part and install the next component.
Due to the high energy processes that would be involved it is simply too dangerous to weld together large component parts using ultrasonic welding. Even with ultrasonic welding of small components the operator must wear ear defenders due to the acoustic dangers caused by the two parts vibrating together. To weld large parts these vibrations would be substantially larger and the energy involved would be a danger to surrounding operators.
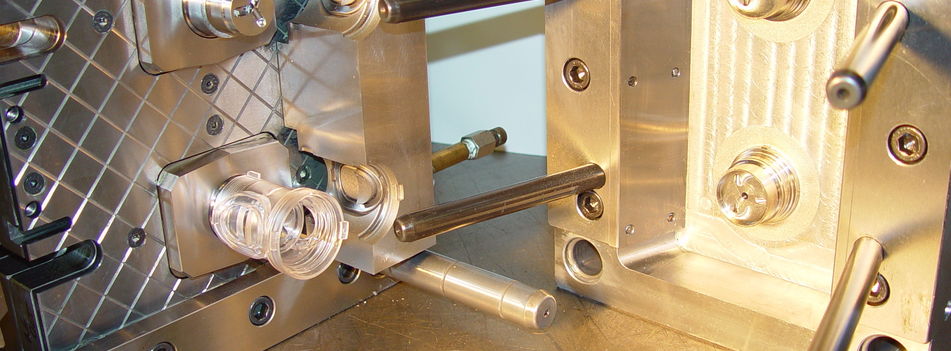
Many of the mould tools we run in our moulding machines have complex cores which operate in a plane 90 degrees to the tool opening plane.